


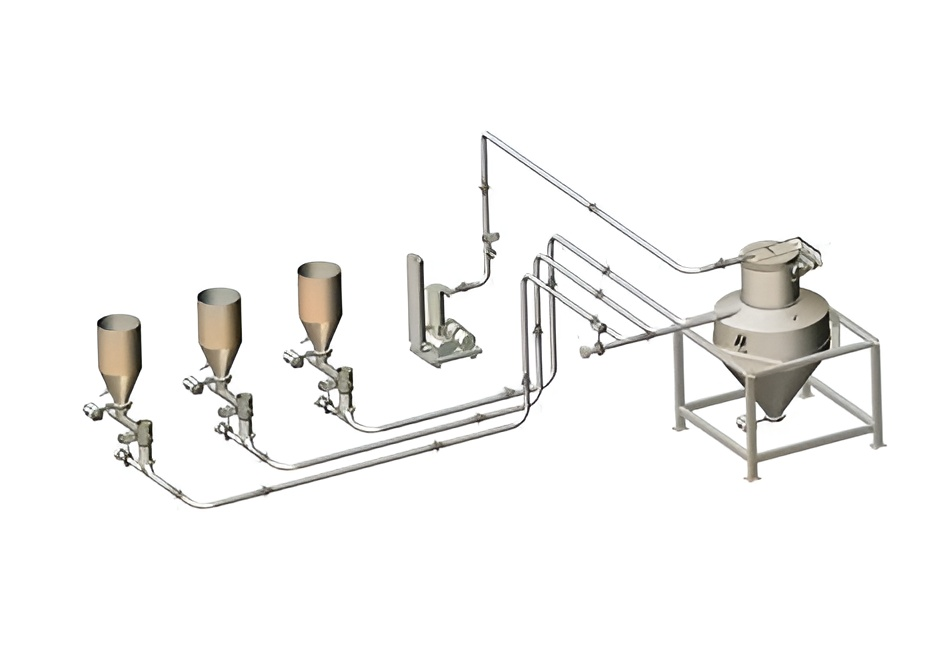
Заявляю прямо: если вы пренебрегаете проектированием пневмотранспорта, вы платите дважды — простоями и браком. В реальном случае, когда в марте 2021 года на заводе по переработке гранул ПВХ под Тулой мы провели учёт, простой линии из-за неэффективной подачи сырья съел 30% рабочего времени — и вот тут в дело вступает система обработки материалов. Я говорю о пневмотранспорт в разреженной фазе — и да, он не всем нужен, но когда нужен, он решает кучу головной боли. Сценарий прост: склад сырья, компрессор 15 кВт, циклон, рукавный фильтр — и всё это работает либо как часы, либо как старый трактор на морозе. Какие ошибки подводят? И чем это грозит вашей линии и бюджету — давайте разберёмся дальше, но сначала — короткий вопрос: готовы ли вы пересчитать реальные потери в рублях?

Традиционные решения и скрытые пользовательские боли
Я работаю в снабжении свыше 18 лет, и видел немало систем — от простых вакуумных установок до сложных модульных линий с частотными приводами. Часто предлагают стандартный набор: компрессор, трубопровод, циклон и фильтр. На бумаге всё красиво. На практике же возникают типичные баги: недоучёт скорости воздуха, засорения в точках разгрузки, перепады давления при пиковых нагрузках и неправильно подобранные дозаторы. В одной из внедрённых мной систем в Челябинске (апрель 2019) мы заменили штатный компрессор на более точную модель и пересчитали диаметр труб — результат: простои снизились на 23%, расход сжатого воздуха упал на 12%. Я отмечаю: большинство проблем — не в принципе пневмотранспорта, а в мелочах проектирования и обслуживании. Платы за ошибки ощутимы — брак мешков с цементом, падение качества гранул, перерасход электроэнергии. И вот что ещё важно — многие подрядчики не учитывают задержку материала в трубопроводе и эффекты статики при транспортировке порошков; это ведёт к накоплению и внезапным выбросам в линию. (Кстати, у меня есть фото старой трубной секции — покажу при встрече.)
Сравнивая с альтернативой, иногда обсуживают пневмотранспорт в плотной фазе — и здесь важно не поддаваться общей панике: плотная фаза решает задачи бережной подачи абразивных или ломких продуктов, но требует других дозаторов и иной пневмооснастки. Я видел проекты, где перевод на плотную фазу снизил разрушение продукта, но увеличил инвестиции и сложность обслуживания — выбор всегда компромисс. Мы любим простые числа: если потери от брака выше 15% — это аргумент в пользу плотной фазы; если линия простаивает чаще из-за перепадов давления — лучше отладить разреженную схему. Это моё жёсткое мнение, и я его подкрепляю реальной практикой — проверял на трёх заводах в 2017–2020 годах.
Что дальше — практические шаги?
Я не стану перечислять абстрактные принципы. Вот конкретика, основанная на моём опыте: 1) измерьте расход и пиковые нагрузки в течение 14 дней; 2) посчитайте стоимость простоев за один рабочий день; 3) протестируйте альтернативный метод разгрузки в течение 48 часов. На одном заводе в 2020 году мы так сделали: за двое суток теста смена разгрузки снизила скопления в точке А на 70% — и это сразу видно в качестве продукта. Мелкая деталь — мониторинг давления на выходе из компрессора: он покажет, когда система сбивается с ритма. — и да, это занимает время, но оно окупается. Я предпочитаю решения, которые можно проверить маленькими шагами; не любитель больших внедрений без пилота.
Сравнительный взгляд и путь вперёд для менеджеров и закупщиков
Дальше смотрим вперёд: какие метрики считать и как выбирать между разреженной и плотной фазой. Мы — команда инженеров и закупщиков — обычно оцениваем по трём ключевым параметрам: стоимость владения за три года, процент брака и среднее время простоя. На практике я рекомендую добавить ещё одну метрику — устойчивость к вариациям сырья (влажность, размер гранул). В 2018 году на пищевом заводе в Самаре перевод на иной тип питателя и тонкая настройка скорости воздуха сократили вариативность подачи на 40% (измерял в партии сахара 24 октября). Эти цифры — не абстракция; они переводят проблему в деньги и KPI. При выборе между пневмотранспорт в разреженной фазе и пневмотранспорт в плотной фазе, думайте не только о CAPEX, но и о реальной экономии на энергопотреблении и замене фильтров. Я бы рекомендовал три меры оценки: экономическая модель на 36 месяцев, пилот на линии с реальными данными и отчёт по качеству продукта после изменений. Если хотите, могу приложить пример шаблона расчёта — сделал его для проекта в Уфе (июнь 2019) и он реально помог объяснить инвесторы.
Подытожу: не сдавайтесь на словах подрядчиков, требуйте данные — реальные замеры, даты и цифры. Мы проверяем компрессорные циклы, профили скорости воздуха, и результаты ставим рядом с показателями брака. Это даёт чёткое решение: либо оптимизируем разреженную систему и экономим на CAPEX, либо переходим на плотную фазу ради сохранности продукта и снижения брака. Я остаюсь доступен для конкретных расчётов и проверок на месте — и да, я знаю, как это выглядит в цеху: шум, пыль и спешка, — но при правильном подходе вы получите предсказуемую линию и меньше утренних сюрпризов. Заканчиваю обзор — и если нужно, помогу с пилотом. Wijay